

-


-


-


WhatsApp



ООО Гуйчжоу Гуангри Технолоджи
Наши продукты

Стеклопластиковая анкерная крепь
Обзор продукции Скальные болты Гуангри FRP – это передовые композитные материалы, изготовленные из высокопрочных стекловолокон и полимерных смол. Разработанные для сложных промышленных применений, эти болты Rock предлагают исключитель...
Подробнее

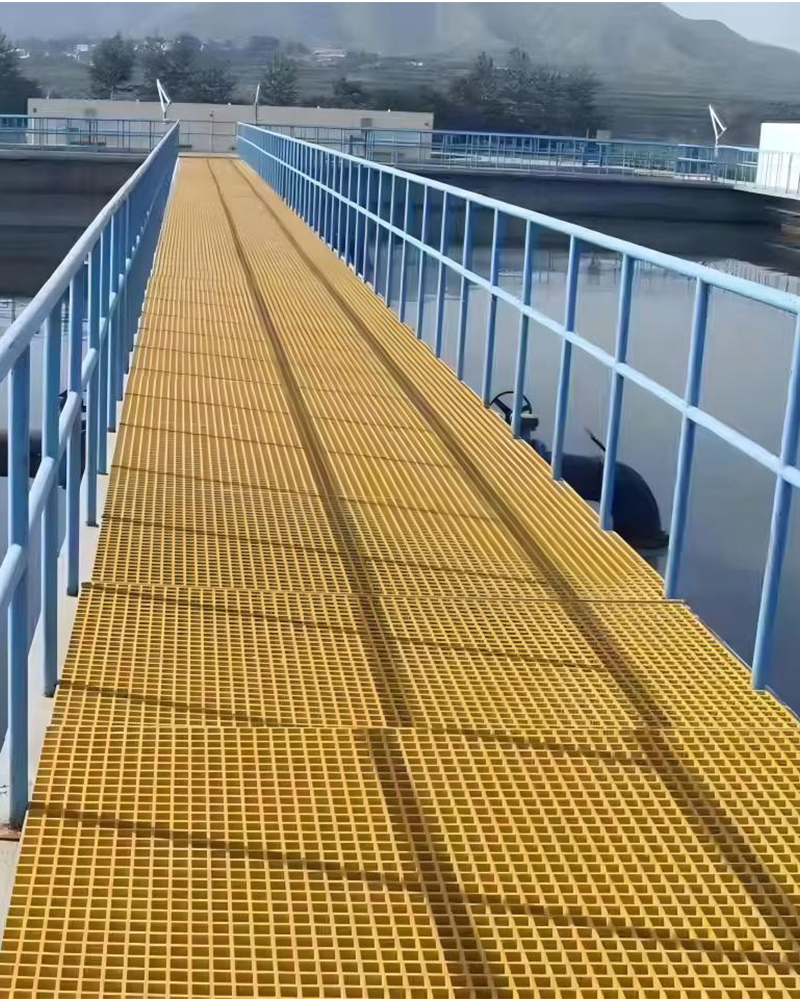
Решетка из стеклопластика FRP
Обзор продукции Решетка FRP – это универсальный композитный материал, изготовленный из стекловолокна и смолы. Известный своей высокой прочностью, легкостью и коррозионной стойкостью, он широко используется в промышленных, коммерческих и с...
Подробнее

Антикоррозийная глазурованная черепица из смолы ASA
Обзор продукции Кровельная черепица из композитной смолы ASA – это высокопроизводительный кровельный материал, который отличается долговечностью, эстетической привлекательностью и экологической устойчивостью. Изготовленная на основе перед...
Подробнее

Рулонный судоремонтный стекловолоконный мат для прибрежного использования, водонепроницаемый и лёгкий
Описание продукта Наш рубленый мат из электростекловолокна (CSM) представляет собой универсальный композитный армирующий материал, широко применяемый в производстве высокопрочных и долговечных изделий из стеклопластика. Изготовленный из пре...
Подробнее
Стекловолоконная сетка
Описание продукта Стекловолоконная сетка представляет собой материал на основе ткани газонаполнительного плетения из стекловолокна, пропитанный антиэмульсионным полимерным покрытием. Она обладает высокой щелочестойкостью, гибкостью и прочно...
Подробнее
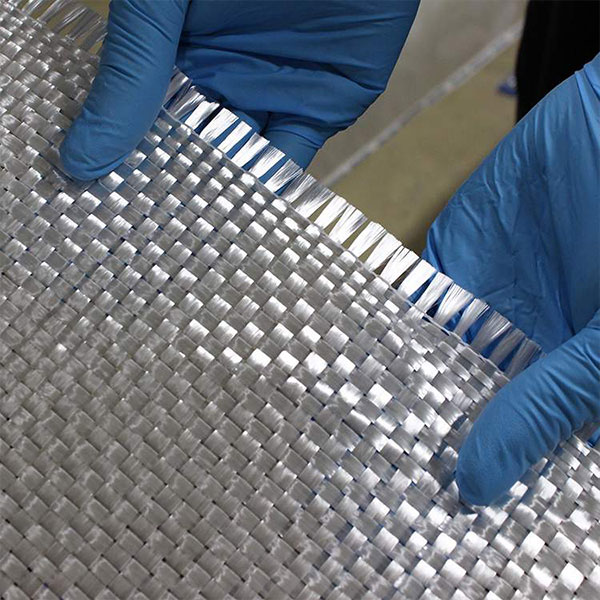
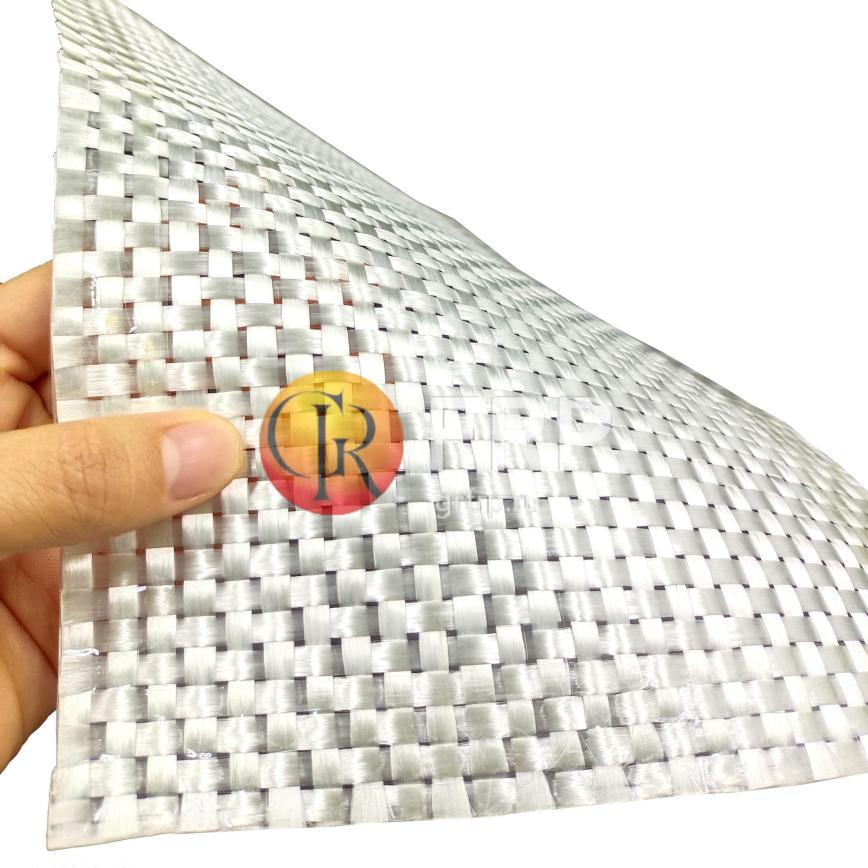
Тканый ровинг
Описание продукта Тканый ровинг из стекловолокна изготавливается из прямых стекловолоконных ровингов методом полотняного или саржевого плетения. Исходные ровинги разработаны для обеспечения контролируемой пропитки смолой и отличных ламинатн...
Подробнее

Ненасыщенная полиэфирная смола
Отличные технологические характеристики Это самое большое преимущество ненасыщенной полиэфирной смолы. Она может отверждаться при комнатной температуре и формироваться под нормальным давлением, обладает гибкими технологическими характеристи...
Подробнее

Эпоксидная смола
Введение в продукт Эпоксидная смола – это универсальный термореактивный полимер, сочетающий в себе преимущества эпоксидных и полиэфирных смол. Как правило, эпоксидная смола производятся путем включения полиэфира в эпоксидную смолу, чт...
Подробнее







Универсальное решение всех ваших проблем
Присоединяйтесь к нам, чтобы сформировать будущее композитов, где надежность сочетается с устойчивостью. Свяжитесь с компанией Гуангри сегодня, чтобы открыть для себя безграничные возможности!
Подробнее
ООО Гуйчжоу Гуангри Технолоджи
ООО Гуйчжоу Гуангри Технолоджи со штаб-квартирой в Гуйчжоу, Китай, является ведущим интегрированным технологическим предприятием, специализирующимся на исследованиях и разработках, производстве, продаже и установке высокоэффективных композитных материалов. Наша команда ветеранов отрасли, чья история насчитывает более трех десятилетий, обладает непревзойденным опытом в области производства и управления композитными материалами, обеспечивая непрерывные инновации для удовлетворения меняющихся глобальных потребностей.
- Передовые производственные технологии и оборудование
- Эффективный потенциал управления цепочкой поставок
- Высококачественное обслуживание клиентов



Кровельная черепица из синтетической смолы ASA – идеальный материал для крыш в холодных регионах, надежный выбор
I. Град и тяжелый снег зимой создают серьезную угрозу безопасности крыш в сурово холодных районах? Кровельная черепица ASA от ООО «Гуйчжоу Гуангри Технолоджи» (официальный сайт: https://www.grfrp.ru) оснащена сверхтолстым защитным слоем ASA толщиной 130–150 мкм, обладает экстремальной ударопрочностью при температуре до -40 °C и отличной светопропускаемостью на уровне 86 %. Материал легко выдерживает пробоины от града и нагрузки от тяжелого снега, долговременно сохраняет водонепроницаемость и теплоизоляционные свойства. Благодаря этому частные дома навсегда избавляются от протечек и растрескивания, получая одновременно тепло и полную безопасность. https://cdn.cnyandex.com/8howv1w/uploads/贵州光日科技ASA树脂瓦片生产展示.mp4 Зимой в России климат чрезвычайно суров, часто наблюдаются дожди со снегом, сильные снегопады и град. Многие виды традиционной кровельной черепицы не обладают достаточной несущей способностью, не выдерживают длительных нагрузок от снежного покрова и часто трескаются или ломаются. Еще большую опасность представляют удары града на высокой скорости, которые могут пробить кровлю насквозь и нанести серьезные повреждения конструкциям здания — это ухудшает теплоизоляцию и значительно снижает комфорт проживания. Столкнувшись с подобными экстремально холодными условиями, кровельная черепица с низкой морозостойкостью больше не соответствует эксплуатационным требованиям. Кровельная черепица из смолы ASA и светопрозрачные листы FRP от ООО ?Гуйчжоу Гуангри Технолоджи? благодаря выдающимся атмосферостойким и ударопрочным характеристикам являются идеальным решением для строительства местных жилых зданий. Кровельная черепица из смолы ASA Светопрозрачные листы из стеклопластика FRP II. Разрушительное воздействие града на кровельную черепицу нельзя недооценивать В регионах севернее 40-й параллели удары града зимой обладают огромной силой. При многократном воздействии града обычная кровельная черепица легко пробивается насквозь, это серьезно повреждает гидроизоляционный слой кровли, а впоследствии угрожает несущим конструкциям здания и создает опасность для проживающих. Поэтому выбор высокоэффективного кровельного материала с повышенной ударопрочностью против града является ключевым условием безопасности домов северных и высокоширотных регионов. Кровельная черепица из смолы ASA и светопрозрачные листы FRP от ООО «Гуйчжоу Гуангри Технолоджи» обладают выдающейся ударопрочностью, эффективно выдерживают прямые удары града, а также отличаются превосходной атмосферостойкостью и конструкционной стабильностью. Материалы сохраняют стабильную работу на протяжении всей долгой холодной зимы. Модернизация крыши с использованием данных высокоэффективных изделий значительно улучшает водонепроницаемость и теплоизоляцию здания, гарантируя комфорт и безопасность жителей. III. Опасность разлома кровельной черепицы под тяжестью снега В России зимы долгие, и постоянный снежный покров создает серьезную угрозу для кровельной черепицы. При накоплении большого объема снега черепица часто ломается, не выдерживая тяжелой нагрузки — это напрямую нарушает устойчивость всего здания и его водонепроницаемость. Поэтому при выборе кровельной черепицы обязательно нужно учитывать ее несущую способность под снеговой нагрузкой, чтобы материал выдерживал даже экстремальное давление от сугробов и обеспечивал безопасность и стабильность строения. Поверхность крыши после обледенения зимой IV. Выдающиеся преимущества кровельной черепицы из смолы ASA для эксплуатации в сурово холодных регионах Отличная атмосферостойкость: поверхность черепицы покрыта сверхстойким слоем инженерной смолы ASA. С увеличением толщины пленки стабильность материала повышается еще сильнее. Изделие эффективно противостоит воздействию кислот и щелочей, влаге, сильным морозам и ультрафиолетовому излучению, идеально подходя для переменчивого климата северных холодных территорий. Толщина слоя ASA на кровельной черепице ООО «Гуйчжоу Гуангри Технолоджи» составляет 130–150 мкм. Мы также предоставляем услуги индивидуального изготовления: можем выпускать черепицу с разной толщиной покрытия согласно требованиям заказчика. Нажмите сюда, чтобы ознакомиться с подробными характеристиками кровельной черепицы из смолы ASA: https://www.grfrp.ru/%d0%b0%d0%bd%d1%82%d0%b8%d0%ba%d0%be%d1%80%d1%80%d0%be%d0%b7%d0%b8%d0%b9%d0%bd%d0%b0%d1%8f-%d0%b3%d0%bb%d0%b0%d0%b7%d1%83%d1%80%d0%be%d0%b2%d0%b0%d0%bd%d0%bd%d0%b0%d1%8f-%d1%87%d0%b5%d1%80%d0%b5%d0%bf/%D0%BF%D0%BE%D1%81%D1%82%D0%B0%D0%B2%D1%89%D0%B8%D0%BA/ Отличная стойкость к нагрузкам и морозу: кровельная черепица из смолы ASA не только обладает превосходной атмосферостойкостью, но и выдерживает значительные нагрузки. В условиях низких температур северных регионов крыша круглый год находится под давлением снежного покрова, а черепица ASA легко переносит серьезную снеговую нагрузку, не повреждаясь и не ломаясь. Благодаря выдающейся устойчивости к морозам и нагрузкам она является предпочтительным кровельным материалом для зданий в сурово холодных регионах, обеспечивая долговременную безопасность и надежность крыши с самого начала эксплуатации. Высокая теплоизоляция: черепица из смолы ASA имеет низкий коэффициент теплопроводности, отлично замедляет передачу тепла, поддерживает стабильную температуру внутри помещений, снижая затраты на отопление и уменьшая потери энергии. Превосходная водонепроницаемость: высокая плотность материала полностью исключает просачивание влаги через микропоры. Даже при сильных снегопадах и штормовом ветре крыша остается герметичной, сохраняя сухость и безопасность внутренних пространств здания. Эффективная звукоизоляция: благодаря отличным шумопоглощающим свойствам черепица ASA гасит внешние шумы — вой сильного ветра, стук дождя и снега, шум автомобильного транспорта, создавая более спокойную атмосферу внутри дома. Отличные самоочищающиеся свойства: поверхность черепицы обладает эффектом лотоса. Под действием дождя или талой воды загрязнения быстро смываются, ручная очистка практически не требуется. Это значительно экономит время и средства на техническое обслуживание кровли. V. Размеры и технология изготовления кровельной черепицы из смолы ASA Что касается размеров, кровельная черепица из смолы ASA выпускается в широком диапазоне типоразмеров для гибкого удовлетворения разнообразных строительных потребностей. Наличие как стандартных вариантов, так и возможности индивидуального заказа позволяет подобрать оптимальное решение для любого строительного объекта. (ООО «Гуйчжоу Гуангри Технолоджи» осуществляет полную индивидуализацию кровельной черепицы из смолы ASA по цвету и габаритным размерам.) (Ширина: 1050 мм, полезная ширина: 960 мм, толщина: 2,3 мм / 2,5 мм / 2,8 мм / 3,0 мм) (Ширина: 1050 мм, полезная ширина: 960 мм, толщина: 2,3 мм / 2,5 мм / 2,8 мм / 3,0 мм) Не стесняйтесь обращаться к нам напрямую для получения актуальных цен на кровельную черепицу из смолы! Официальный сайт: https://www.grfrp.ru/ Электронная почта: info@lightsunfrp.com Телефон: +86-15089178426 VK: +86-15089178426 WhatsApp: +8615089178426 Главное при выборе кровельной черепицы из смолы — не искать самый дешевый вариант, а подобрать наиболее подходящий. VI. Примеры применения кровельной черепицы из смолы ASA На практике при реализации строительных проектов кровельная черепица из смолы ASA широко используется во множестве регионов с суровым холодным климатом. Разнообразие типоразмеров и выдающиеся эксплуатационные характеристики позволяют изделию эффективно защищать здания при любых условиях эксплуатации. Будь то строительство нового жилого дома или реконструкция старой крыши, черепица ASA является надежным оптимальным решением для кровли в холодных регионах. Примеры монтажа крыш с кровельной черепицей из смолы ASA Примеры устройства кровли из черепицы на основе смолы ASA Примеры устройства кровли из черепицы на основе смолы ASA

Руководство по выбору черепицы для строительства домов на море: устойчивость к тайфунам, коррозионная стойкость — крыша не потребует ремонта в течение десяти лет —Смоляная черепица «Гуанри» из провинции Гуйчжоу
Для владельцев домов в прибрежных районах выбор черепицы — это далеко не просто «подобрать цвет». Тайфуны грозят сорвать крышу, сезон дождей — протечками, а солёный морской ветер со временем разъедает металл. Ошибёшься с выбором — и каждый год придётся ремонтировать крышу и менять черепицу, тратя деньги и нервы. Сегодня мы, компания Guangri Technology (официальный сайт: https://www.grfrp.ru/), исходя из реальных потребностей владельцев частных домов и гостевых домов, расскажем вам, какая черепица способна выдержать суровые прибрежные условия и сделать вашу крышу надёжной и долговечной. Конечно, если вы хотите узнать о «высокой атмосферостойкости полимерной черепицы и её применении в регионах с суровыми зимними условиями», нажмите здесь: https://www.grfrp.ru/news/%d0%bf%d0%bb%d0%b8%d1%82%d0%ba%d0%b0-%d0%b8%d0%b7-asa-%d1%81%d0%bc%d0%be%d0%bb%d1%8b-%d0%ba%d1%80%d0%be%d0%b2%d0%b5%d0%bb%d1%8c%d0%bd%d1%8b%d0%b9-%d0%bc%d0%b0%d1%82%d0%b5%d1%80%d0%b8%d0%b0%d0%bb/ «Три главных страха» при выборе черепицы для побережья Для владельцев домов, которым годами приходится иметь дело с морским ветром и тайфунами, выбор черепицы — это прежде всего три головные боли: 1. Боязнь, что тайфун «сдует крышу». Обычная черепица бывает либо слишком тяжёлой (например, глазурованная керамическая черепица), что при ураганном ветре увеличивает нагрузку на конструкцию крыши и создаёт угрозу безопасности, либо слишком лёгкой (как некачественная стальная профилированная черепица), которая из-за недостаточной ветроустойчивости может быть полностью разрушена во время тайфуна. 2. Боязнь, что морской ветер «разъест» материал. В прибрежном воздухе содержится большое количество солей. Обычная стальная черепица уже через 2–3 года начинает ржаветь и протекать. Когда в номерах гостевого дома идёт дождь, жалобы гостей не прекращаются, и потери выходят далеко за рамки стоимости ремонта. 3. Боязнь сезонных дождей — «протечек». У традиционной черепицы множество стыков и плохая герметичность. С наступлением сезона дождей крыша превращается в «водопадную завесу»: в гостиной частного дома и в спальнях гостевого дома приходится расставлять вёдра и тазы. Это не только нарушает комфорт жизни, но и наносит серьёзный урон репутации. Частные дома и гостевые дома — берите на заметку! Ищете ли вы экономию и долговечность для собственного дома или хотите сочетать практичность с эстетикой для гостевого дома — композитная (полимерная) черепица отвечает всем этим требованиям. Именно поэтому она и стала главным выбором на побережье. 1. Главный выбор для частного дома — ветроустойчивость, коррозионная стойкость и экономия Для владельцев частных домов ключевыми критериями являются соотношение цены и качества и долговечность. Черепица из полимерных материалов от Guizhou Guangri Technology полностью отвечает этим требованиям: Экономия вдвое: стоимость составляет всего 30–70 юаней за квадратный метр, что вдвое дешевле керамической черепицы. На крышу площадью 100 м² вы сэкономите несколько тысяч юаней — этих денег как раз хватит на крупную бытовую технику для дома. Экономия времени при монтаже: материал лёгкий, не требует дополнительного усиления конструкции крыши. Двое рабочих могут полностью смонтировать крышу площадью 100 м² всего за один день, что в 3 раза быстрее, чем укладка традиционной черепицы. Это позволяет избежать задержек в строительстве. Долговечность и надёжность: материал выдерживает двойное испытание — летние тайфуны и сезон дождей. При монтаже используются плотные соединительные швы и специальные крепёжные элементы, которые надёжно фиксируют черепицу. Даже при прохождении мощного тайфуна крыша остаётся целой и невредимой. Чтобы узнать больше о черепице: https://www.grfrp.ru/%d0%b0%d0%bd%d1%82%d0%b8%d0%ba%d0%be%d1%80%d1%80%d0%be%d0%b7%d0%b8%d0%b9%d0%bd%d0%b0%d1%8f-%d0%b3%d0%bb%d0%b0%d0%b7%d1%83%d1%80%d0%be%d0%b2%d0%b0%d0%bd%d0%bd%d0%b0%d1%8f-%d1%87%d0%b5%d1%80%d0%b5%d0%bf/%D0%BF%D0%BE%D1%81%D1%82%D0%B0%D0%B2%D1%89%D0%B8%D0%BA/ Для гостевых домов — эстетика, водонепроницаемость и довольные гости Репутация и визуальная привлекательность — ключевые факторы для гостевых домов. Черепица Jiajiawang не только обеспечивает бесперебойную работу, но и повышает привлекательность объекта: Подходит для любого архитектурного стиля: доступна в 8 цветах, включая светло-серый, морской синий и кирпично-красный. Будь то гостевой дом в стиле индастриал, кантри или винтаж, эта черепица создаст эффектную крышу, которую гости не преминут сфотографировать и выложить в соцсети — это работает как бесплатная реклама. Беспроблемная эксплуатация: в отличие от обычной черепицы, она не протекает и не ржавеет. Вам не придётся переселять гостей или извиняться за протечки. Количество жалоб значительно снижается, а число постоянных клиентов неуклонно растёт. Выгоднее в долгосрочной перспективе: хотя стоимость немного выше, чем у некачественной стальной черепицы, она не требует обслуживания в течение 10 лет. Таким образом, ежегодные затраты оказываются ниже, чем при использовании стальной черепицы. Вам не нужно закрываться на ремонт, и дополнительная прибыль от работы с лихвой компенсирует разницу в цене. Почему полимерная черепица выдерживает прибрежные условия? Не всякая полимерная черепица подходит для побережья. Преимущества черепицы Jiajiawang — в деталях: Качественное сырьё: используется импортное сырьё ASA, которое в несколько раз превосходит отечественные аналоги по коррозионной стойкости и атмосферостойкости. Оно выдерживает экстремальные климатические условия и не боится соляного тумана. Даже высокая температура и влажность прибрежных районов не страшны этому материалу. Прецизионная технология: применяется технология четырёхслойной соэкструзии, которая обеспечивает не только прочность на сжатие и износостойкость, но и звуко- и теплоизоляцию. Плотное соединение элементов создаёт герметичную защиту, гарантирующую абсолютную водонепроницаемость и повышающую комфорт вашего проживания. Надёжное послепродажное обслуживание: предоставляется гарантия на срок от 35 до 50 лет. В случае возникновения проблем с качеством, таких как появление ржавчины, выцветание или протечки, служба поддержки оперативно отреагирует и решит проблему, чтобы вы были уверены в своей крыше. Для владельцев частных домов и гостевых домов в прибрежных районах выбор черепицы — это не «разовая покупка», а «долгосрочное вложение». Полимерная черепица Guangri, возможно, не самая дешёвая, но её установка один раз избавит вас от проблем на десятилетия. Сэкономленные расходы на ремонт, простои и упущенная выгода от жалоб гостей в итоге составляют десятки тысяч юаней — по сути, стоимость черепицы окупается с лихвой. Основные параметры полимерной черепицы Guangri Technology Ключевые эксплуатационные свойства полимерной черепицы Guangri Атмосферостойкость и устойчивость к старению: стабильные характеристики при длительном наружном применении — от 20 до 30 лет. Повышенная коррозионная стойкость: не ржавеет, устойчива к воздействию кислот, щелочей, кислотосодержащих дождей и соляных туманов. Пожарная безопасность: класс горючести B1 (трудновоспламеняемая), самозатухает после удаления источника огня. Тепло- и звукоизоляция: низкий коэффициент теплопроводности обеспечивает защиту от жары летом и сохранение тепла зимой. Водонепроницаемость и влагостойкость: цельноформованная конструкция, полностью исключает протечки. Экологичность и нетоксичность: не содержит асбеста и тяжёлых металлов, пригодна для вторичной переработки. Электроизоляция: безопасна, не проводит электрический ток. Основные технические характеристики полимерной черепицы «Guangri» Параметр Детали Общая ширина 1050 мм Полезная ширина 960 мм Шаг 219 мм Диапазон толщины 1,5 мм, 1,8 мм, 2,0 мм, 2,5 мм, 3,0 мм Доступные цвета Синий, зеленый, красный, белый (цвет можно выбрать по запросу) Длина Возможность индивидуальной настройки в соответствии с требованиями заказчика Огнестойкость Сертифицировано по классу B1 (высокая огнестойкость) Теплопроводность 0,325 Вт/м·К (превосходная теплоизоляция) Шумоизоляция Снижает уровень шума на 30 дБ по сравнению с металлическими листами Защита от УФ-излучения Блокирует 99,9 % ультрафиолетового излучения (для панелей из стеклопластика) Варианты материалов ASA/ПВХ, ПВХ, стеклопластик Вы можете напрямую перейти по ссылке на наши черепичные изделия, чтобы узнать больше: https://www.grfrp.ru/%d0%b0%d0%bd%d1%82%d0%b8%d0%ba%d0%be%d1%80%d1%80%d0%be%d0%b7%d0%b8%d0%b9%d0%bd%d0%b0%d1%8f-%d0%b3%d0%bb%d0%b0%d0%b7%d1%83%d1%80%d0%be%d0%b2%d0%b0%d0%bd%d0%bd%d0%b0%d1%8f-%d1%87%d0%b5%d1%80%d0%b5%d0%bf/%D0%BF%D0%BE%D1%81%D1%82%D0%B0%D0%B2%D1%89%D0%B8%D0%BA/ Вы также можете напрямую связаться с нами, чтобы получить актуальный каталог полимерной черепицы! Наши контактные данные: URL-адрес:https://www.grfrp.ru/ Электронная почта:info@lightsunfrp.com Телефон:+86-15089178426 VK:+86-15089178426 Whatsapp: +8615089178426 Мы предлагаем услуги по индивидуальному производству по схемам OEM/ODM!
Высокопроизводительное стекловолокно компании Guizhou Guangri Technology: Беcщелочной состав с низким уровнем выбросов, отвечающий требованиям «зелёной» авиации и лёгкости конструкций
https://cdn.cnyandex.com/8howv1w/uploads/Презентация-производства-стекловолоконной-сетки-на-заводе.mp4 Характеристики материала и технологические прорывы Специальное высокопроизводительное стекловолокно для авиации, созданное на основе бесщелочной рецептуры, благодаря оптимизации состава и инновациям в технологическом процессе, позволяет достичь двойного прорыва — снижения веса и экологической безопасности: 1. Бесщелочной состав Применяется E-стекло (содержание оксидов щелочных металлов ≤ 0,8 %) или ECR-стекло (бесборная рецептура), основные компоненты — SiO₂ (52–56 %), Al₂O₃ (12–16 %), CaO (16–25 %) и другие природные минеральные материалы. Благодаря исключению бора из состава, ECR-стекло не только снижает воздействие на окружающую среду в процессе производства, но и значительно превосходит традиционное E-стекло по водостойкости (в 7–8 раз выше) и кислотостойкости (превосходит среднещелочное стекло), что делает его пригодным для эксплуатации в прибрежных зонах с повышенной влажностью или в условиях химически агрессивной среды. 2. Высокая прочность и малый вес Сверхтонкое бесщелочное стекловолокно с диаметром элементарных нитей 5–9 мкм обладает пределом прочности при растяжении 3400–3500 МПа, модулем упругости 72–76 ГПа и плотностью 2,54 г/см³. По удельной прочности (отношение прочности к плотности) оно сопоставимо с алюминиевыми сплавами и в 4 раза превосходит традиционные стальные материалы. Например, масса намоточного слоя из бесщелочного стекловолокна для 45-литрового баллона для хранения водорода составляет всего 28 кг, что на 60 % легче стального баллона. 3. Технология производства с низким уровнем выбросов Комбинированный метод — кислородное горение + электроподогрев — позволяет поддерживать температуру плавления в диапазоне 1500–1600 °C, снижая энергопотребление более чем на 20 % по сравнению с традиционным воздушным горением. Удельный совокупный расход энергии на тонну ровинга снижен до 0,58 т условного топлива, а удельные выбросы CO₂ составляют 0,81 т CO₂ на тонну продукции. Использование природного сырья — кварцевого песка, пирофиллита и других минералов, мировые запасы которых превышают 100 млрд тонн, — позволяет отказаться от зависимости от нефтехимического сырья, характерной для производства углеродного волокна. При этом совокупный углеродный след на всём жизненном цикле продукции на 60 % ниже, чем у углеродного волокна. Сферы применения в авиации и эксплуатационные преимущества 1. Лёгкие конструктивные элементы Ненесущие конструкции: обтекатели фюзеляжа, передние кромки крыльев, створки шасси и другие детали, изготовленные из композитов на основе бесщелочного стекловолокна, на 20–30 % легче алюминиевых сплавов и при этом на 40–50 % дешевле. Например, в самолёте Boeing 787 кручёный ровинг из бесщелочного стекловолокна широко применяется во второстепенных конструкциях, что способствует повышению топливной эффективности. Гибридные композиты: в сочетании с карбидокремниевыми или диоксидциркониевыми волокнами (например, по патенту CN114736692A) изготавливаются авиационные панели с высокой ударной вязкостью. Предел прочности при изгибе достигает 105 МПа, что позволяет использовать их для полов грузовых отсеков и элементов внутренней отделки. 2. Устойчивость к экстремальным условиям эксплуатации Термостойкость в широком диапазоне: материал сохраняет стабильные характеристики в интервале температур от –190 °C (среда жидкого водорода) до +600 °C (горячие зоны двигателей). Применяется в теплоизоляционных слоях ракет (например, на ракете-носителе «Чанчжэн-5В») и в охлаждающих каналах двигателей. Коррозионная стойкость: стекловолокно марки ECR имеет годовую скорость коррозии в соляном тумане менее 0,01 мм при сохранении прочности более 98 %. Это делает его оптимальным выбором для обшивки самолётов и деталей шасси, эксплуатируемых в прибрежных аэропортах. 3. Функциональное применение Электроизоляция и электромагнитное экранирование: бесщелочное стекловолокно обладает удельным объёмным сопротивлением более 10¹⁴ Ом·см и диэлектрической проницаемостью 4,5–6,0, что делает его пригодным для радиопрозрачных обтекателей и изоляционных слоёв кабелей (например, огнестойкие авиационные кабели соответствуют стандарту MIL-DTL-25038). Пожарная безопасность: при сочетании с силиконовыми смолами композитный материал имеет дымовыделение при горении менее 50 %, что соответствует требованиям авиационных норм FAA FAR 25.853. Такие композиты уже применяются для изготовления перегородок пассажирских салонов и багажных полок. Преимущества в себестоимости и экологичности 1. Экономическое сравнение Стоимость материалов: цена бесщелочного стекловолокна составляет около 5 200 юаней за тонну, что в 5–10 раз ниже стоимости углеродного волокна (25 000–50 000 юаней за тонну), при этом энергопотребление при производстве на 40 % ниже. Затраты на обслуживание: благодаря атмосферостойкости срок службы деталей увеличивается с 8 лет (у стальных аналогов) до 15 лет, а межсервисный интервал — с 1 года до 3 лет. Совокупные затраты на всём жизненном цикле снижаются более чем на 30 %. 2. Характеристики устойчивого развития Возобновляемость сырья: кварцевый песок и другие минералы могут добываться из природных горных пород, а в процессе производства отсутствуют вредные газообразные выбросы (например, SO₂, NOx), что соответствует требованиям европейских директив RoHS и REACH. Потенциал вторичной переработки: стекловолокно подлежит регенерации методами химической деполимеризации или переплавки, при этом сохранность свойств регенерированного волокна составляет более 80 %. В настоящее время мировой уровень переработки достигает около 25 %, и ожидается, что к 2030 году этот показатель увеличится до 50 %. Основные параметры стеклотканевого полотна компании Guizhou Guangri Стеклотканевое полотно компании Guizhou Guangri совместимо с полиэфирными, винилэфирными и эпоксидными смолами и широко применяется в ручных и механизированных технологиях изготовления композитных изделий, в том числе в судостроении, производстве катеров, авиационных и автомобильных деталей, мебели, спортивных товаров и других отраслях. Нажмите здесь, чтобы узнать больше о продукте: https://www.grfrp.ru/%d1%82%d0%ba%d0%b0%d0%bd%d1%8b%d0%b9-%d1%80%d0%be%d0%b2%d0%b8%d0%bd%d0%b3/%D0%BF%D0%BE%D1%81%D1%82%D0%B0%D0%B2%D1%89%D0%B8%D0%BA/ Или свяжитесь с нами: URL:https://www.grfrp.ru/ Электронная почта:info@lightsunfrp.com Телефон:+86-15089178426 VK:+86-15089178426 Whatsapp: +8615089178426 Мы предлагаем услуги по индивидуальному производству по схемам OEM/ODM! Перспективные направления развития 1. Повышение эксплуатационных характеристик Высокое давление и высокие температуры: разработка гибридной технологии намотки из бесщелочного стекловолокна и углеродного волокна для баллонов хранения водорода на 70 МПа, позволяющей увеличить плотность хранения водорода до 50 кг и обеспечить запас хода более 500 км. Интеллектуальная интеграция: внедрение встроенных волоконно-оптических датчиков для непрерывного мониторинга напряжений и температуры, что обеспечивает прогностическое техническое обслуживание и снижает эксплуатационные риски. 2. Оптимизация технологических процессов Автоматизация производства: внедрение комбинированной технологии «автоматическая укладка ленты + намотка», позволяющей сократить производственный цикл одного баллона для хранения водорода с 2 часов до 40 минут при повышении процента выхода годных изделий до 98 % и выше. «Зелёное» производство: изучение возможности использования биоосновных замасливателей (например, плёнкообразователей на основе крахмала) для дальнейшего сокращения выбросов углекислого газа в процессе производства. 3. Циркулярная экономика Замкнутый цикл переработки: совместно с авиационными предприятиями создаётся сеть по сбору и регенерации волокна. Цель — к 2030 году достичь 100 %-ной регенерации авиационного стекловолокна по замкнутому циклу, что позволит дополнительно снизить стоимость регенерированного материала на 20 %. Специальное высокопроизводительное стекловолокно для авиации, созданное на основе бесщелочной рецептуры, благодаря своим преимуществам — малому весу, низкому уровню выбросов и высокой надёжности — становится ключевым элементом в формировании новой системы «зелёных» авиационных материалов. Оно не только позволяет заменить алюминиевые сплавы в ненесущих конструкциях, но и благодаря гибридным композитным технологиям проникает в сегмент полунесущих элементов, выступая в качестве экономически эффективной альтернативы углеродному волокну. По мере совершенствования системы сертификации и развития крупносерийного производства данный материал будет играть всё более важную роль в снижении веса воздушных судов, контроле затрат и обеспечении устойчивого развития, способствуя достижению авиационной отраслью целей по «нулевым выбросам».
Обслуживание очень хорошее.Товар в точности соответствует описанию, так что я могу торговать со спокойной душой.

Александр
Менеджер по внешней торговлеЭта компания великолепна!Они сделали этот заказ очень быстро и помогли нам с нашими клиентами.Мы продолжим сотрудничество.

Андрей
Менеджер по внешней торговлеКонтакт очень профессиональный и тщательный.Я очень рад сотрудничать и помогать решать наши заказы и адаптировать их к конкретным потребностям.

Антон
Менеджер по внешней торговле





